Doubling the productivity using Robotic Welding Solution
The Customer’s Challenge
The customer is a leading manufacturer of seating systems in India. They are specialized in manufacture & supply of safe, ergonomic, and reliable driver seats and passenger seats to all automotive segments. The seat has a metallic frame in the bottom which is made by welding. The factory has huge number of skilled labors only to do the welding of frame sitting on the fixture. The company was facing huge issues in achieving the targeted production, consistency in the quality and labor management. Madox have been given an opportunity to study the process and propose the improvement solutions.
The MadoX Approach
Many manufacturers are struggling to keep their production efficient while at the same time responsive to changing market needs. The solution arrived for the above scenario is automating the process, so that the manpower depended production struggle and quality issues can be eliminated totally. So we made a detailed study on the production requirement and cycle time for each variant. By placing a robotic welding system the customer can improve the production cycle time and consistency. We also proposed to extract the production data for each shift for the effective utilization of the system
About the Project
The project involved the following components
 ➢ Robot – ABB IR1512 – 2 Set
➢ Robot – ABB IR1512 – 2 Set
➢ Welding Power Source Kemppi – 2 Set
➢ Token Arc Welding Torch – 2 Set
➢ Turntable Arrangement – 1 Set
➢ Mechanical Fixture – 4 Set
➢ Interfacing panel with Siemens PLC & HMI
➢ Field Sensors
➢ Safety systems
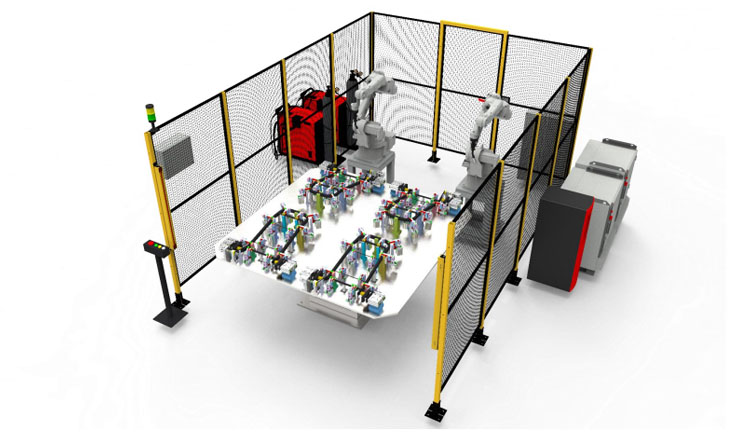
The robots are mounted on a pedestal and connected to the welding power source with torch. The turn table is square in shape with dimension 1200 MM. This table has mechanical rack and pinion arrangement for exact rotation of 180-degree angle driven by an induction motor and variable frequency drive. The position sensors will ensure the alignment of the table after each rotation. The table can be accommodated with multiple fixtures based on the production component variants. Our system has four fixtures where the input raw materials can be loaded and arrested using the toggle clamps. The system is designed with 100% efficiency so that the welding and loading can happen together. The robot idle time is only during the turntable rotation and positioning which is of 4 seconds.
The Process/Operation
The process starts when the operator loads the component to the fixture and press cycle start button on the operator panel. The system will make safety check with all system interlocks and various sensors and give signal to turntable for the rotation. After making 180-degree rotation table gets locked at the exact position and feedback will be given to the system. The robot will star welding based on the available program and meantime the second set components will be getting loaded by the operator. Against completion of the loading the cycle time button can be pressed by the operator and the turntable will rotate again up on completion of the welding. The cycle continues and the production data will be getting loaded in the PLC system.
The Customer Payoff
The welding is no longer a production bottleneck. By reducing the operation cycle time, the capacity is now double above originally rated capacity and quality consistency issue has been wiped out from the production output. The customer has reduced the 2 skilled manpower in each shift which itself is giving back the ROI for the project. The customer has repeatedly installed 6 more similar cells based on the outcome from the initial one.