Robotic Aluminum Welding is a challenging job or what?
The Customer’s Challenge
Our customer is a global leader in providing high class aluminum solutions for heat exchangers, automotive applications and other industries including building & construction. The customer says few metals are stronger, more durable, or more useful than aluminum but some aluminum alloys equal the strength of some medium-grade steel alloys, steel is about three times heavier than aluminum. Aluminum has its own advantage but its costlier compared to steel. The fabrication on aluminum is also bit complex compared to steel and most of the companies are confronting issues with sophisticated aluminum welding application. The factory has huge number of skilled labors only to do the manual welding of job while sitting on the fixture. This occupied a lot of the factory’s floor space and labor. The company was facing massive issues in achieving the targeted production, consistency in the quality and labor management. Madox had been given an opportunity to study the process and propose the improvement solutions.
The MadoX Approach
It often takes a long time for a company to change its manufacturing process or capacity, but there is a way always if your open for changes. The solution arrived for the above scenario is automating the process, so that the manpower depended on production struggle and quality issues can be eliminated totally. Since the customer needs aluminum welding, Identifying the type of robotic welding system will determine the type of welding process you require. We made a detailed study on the production requirement and a cycle time study for each variant. By using a robotic welding system, the customer can improve the production cycle time and consistency. The major challenge was the selection of welding power source since the robotic aluminum welding is an unproven task for many applications. So the right combination of all parameters needs to be set for giving proper results with respect to the welding prove out. Next challenge was the over size of the component and which we conquered with 7th& 8th axis enabled fixtures. The proposed optimized production output per shift along with optimized process met the customer’s demand.
About the Project
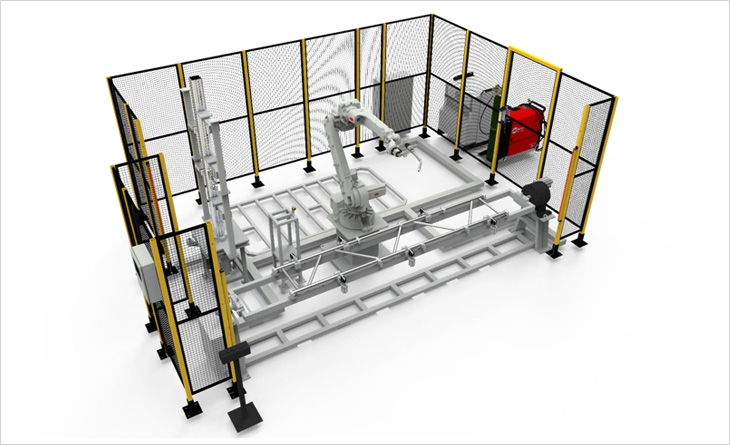
The project involved the following components
 ➢ Robot – ABB IR2600
➢ Robot – ABB IR2600
➢ Welding Power Source Kemppi A7450
➢ Token Arc Welding Torch
➢ Welding Fixture with 7th Axis
➢ Welding Fixtureswith 8th Axis
➢ Interfacing panel with Siemens PLC & HMI ;
➢ Field Sensors
➢ Safety systems
The robot is mounted on a fixed pedestal and connected to the welding power source with torch. The component is like an aluminum scaffolding and the fixture is empowered with servo axis for the easy access of welding torch. The fixture has the arrangement to accommodate three component variants with different sizes. The second fixture is also servo axis enabled and it work like a turntable for the component. The position sensors will ensure the alignment of the robot after each movement. We also used welding seam tracking system and it provides stable evaluation during the welding process. The system is designed with 100% efficiency so that the welding and loading can happen together.
The Process/Operation
The process starts when the operator loads the aluminum extruded component to the fixture and press cycle start button on the operator panel. The robot, during the component loading is moved to the opposite side to avoid any collision during loading and unloading. The system will make safety check with all system interlocks and various sensors and give signal to the robot to move towards the job after loading. After the desired position is reached, the robot will start by touch sensing of the parts at the exact location before proceeding with the welding based on the available program. Our sell has designed for continuous production of single variant and the second fixture will be kept idle during the usage of first fixture. Against completion of the welding the operator can unload the welded component and load the new raw materials for welding. Once the arrangement is changed, the operator simply selects the required program and proceeds with the welding as desired. The cycle continues and the production data will get loaded in the PLC system. The welding parameters are different for each variants and fine tuning of welding quality demands expertise. We are well equipped with a team of welding experts and with the help our team the customer has started the production successfully.
The Customer Payoff
For our customer, the aluminum scaffolding welding and aluminum beam welding become much easier by the usage of our system. The welding of extruded aluminum parts is no longer a production bottleneck. By reducing the operation cycle time, the capacity has increased, and quality consistency issue has been wiped out from the production output. The customer has reduced their skilled manpower in each shift which itself is giving back the ROI for the project. The customer has plans to add more similar cells based on the outcome from our project and they have already proposed the solution to their counterpart across the globe.