Upgrade of HMI Screens from 800xA 5.0 to 800xA 6.0
The Customer’s Need
The end customer was a Cement manufacturer in UAE. The plant was previously running on the ABB PLC AC450 and was due for upgradation to meet the changes in the technology and optimize production.
The customer needed that the Application on the running system be upgraded to ABB 800xA from AC 450.
This upgrade was required for the Cement Grinding and Packing Unit which was presently running on 4 Controllers for 3 Cement Mills and 1 Packing Unit.
Off the 3 Cement Mill Controllers, the application for 2 Controller had to be upgraded to 800xA and HMI for the all the process areas needed to upgraded from VB Graphics to PG2 Graphics.
The controller being used for the Packing Unit had to be integrated with the Cement Mill 1 Controller.
The MadoX Approach
The way forward to accomplish the upgrade was to utilize engineers with the skills and knowledge of AC450 Application development. The way forward was to install or create a live environment of the AC450 system and program the ABB 800xA system by a 1:1 review of the application and implement the logics.
The HMI screens were upgraded from the VB platform to PG2 by using the Graphic Migration tool.
About the Project
The project involved the following
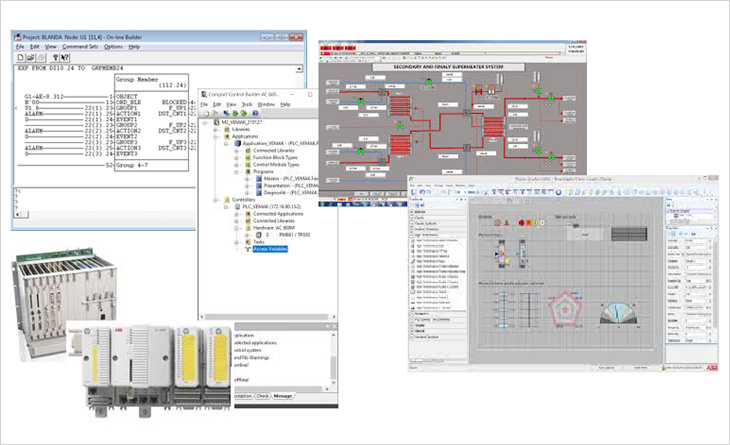
- ABB Industrial IT 800xA
- Control Builder M
- AC450 PLC
- ABB AC800M Controllers – PM866
- PG2 Graphics
- VB to PG2 – Graphics Conversion Tool
- BMI Library
- IEC-61131 Programing Language
The Process/Operation
A simulated test environment was setup with the restoration of the AC450 application on the systems dedicatedly assigned to be running with the AC450 application.
A team 3 engineers were deputed with specific responsibilities for the upgrade and execution of the development activities.
The work was split in to HMI Conversion, upgrade, dynamization and simulation testing of its functionality.
1 Engineer was dedicated for the HMI upgrade and 2 Engineers were involved in the Application upgrade.
AC450 Control application is very complex involving many loops and logics written in a complex mode. Based on how the original program was written on the AC450 system, suitable function blocks had to be identified to be used in the AC800M system.
Control Diagrams were used to create logics, this approach helps reduce controller load and in turn increasing the efficiency of the controller’s speed of performance
Since the project was to be developed using the BMI Library, most of the logics were now being written in compliance to the BMI Library modules.
Each logic was reviewed and replicated in the AC800M system by back tracing the logic on the AC450 application.
IO Signals for AIS, DIS, AOS, DOS, AIC, DIC, Control Modules for Motor Blocks an VFD’s were manually created and logics
New additions or features available in the BMI Library was configured to optimize the application and process.
IO signals to Motor Controls to Group controls were linked with the feature inbuilt in the BMI Library for better and optimized Alarm and event handling.
Easy of navigation was configured to enable smooth operator experience and error/fault handling.
Challenges Expected
The challenge that faced the customer and Madox was that, the plant was old and was running on the conventional ABB PLC 450. The Hardware and software had to be upgraded but there was no technical documentation of supporting data available except the data on the running systems.
Since this was a running plant, no deviations or modifications in the logic could be taken up keeping in mind the process requirements.
The lack of the Operational Philosophy, functional description and P&ID’s was a challenge as we had to get the application to run as in in the running plant.
Action taken
Many agree that any tool used for automatic conversion does not yield a perfect conversion results and does not meet the requirement of the running process hence the practical and ideal approach was to proceed with manual application development with the method initiated for 1:1 review of the existing logics and programming the same on the AC800 system.
The team went ahead and installed a system with the AC450 backup. All the HMI screens were upgraded from VB2to PG3 HMI using the 800xA System tool for Documentation of Logics and Graphic Documentation of the HMI. Screenshots from the live system were taken for the HMI screens, backend codes written for graphic customizations were captured.
The Customer Payoff
The entire DCS system now runs on the 800xA ver.61, optimized for maximum speed of controller operation, application execution and OPC Data Acquisition and Access.
The HMI Screens have a faster refresh speed, data acquisition and display of real time data is more accurate, Alarm Handling and Diagnostics are easier and well defined to meet the customer requirements.
Ease on Navigation and PG2 screen development is well appreciated and the customer has replicated the upgrade in the other production units.
The logics and process are developed in-line with the running system, eliminating production delays or losses. No equipment was eliminated or added, ensuring cost stability and production consistency.